E-Fan
Foriker
Danke! 
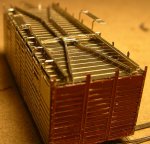
Zu gewinnen gibts nüscht! Meinereiner hatte mit dem Gedanken gespielt eine Peho-KKK unter den Wagen zu bauen. Dann wäre allerdings für die beiden äußeren Querträger kein Platz mehr gewesen und so hab ich mich beigemacht was eigenes auszufrickeln das drunterpasst und möglichst wenig in den Aufbau des Wagens eingreift. Also der Wagen hat ne KKK deren Einsatztauglichkeit es noch zu prüfen gilt. Die Kupplungen werden auf jeden Fall recht stramm in der Aufnahme sitzen.
@steffen
Nö. Das passiert eigentlich nur wenn die benachbarten Teile zu klein sind oder der Vorgang zu lange dauert beziehungsweise diese nicht gekühlt wurden wie SD es schon beschrieb. Von meinen Elektroniklötereien ausgehend reichten mir eigentlich 270°C Lötspitzentemperatur - weil aber der letztgenannte Fall eintrat (aufheizen der Teile dauerte zu lang und aus dem Wärmespot wurde ne ~Fläche) hab ich sie flugs auf 390°C erhöht was allerdings ein Anlaufen des Neusilbers nach sich zieht. Kommt ja eh Lack drüber...")
Wenn der Wassertropfen nicht zum Kühlen reicht tuts auch ein nasses Papiertaschentuch als Wasserspeicher. Nötig war's aber noch nicht.
Zu gewinnen gibts nüscht! Meinereiner hatte mit dem Gedanken gespielt eine Peho-KKK unter den Wagen zu bauen. Dann wäre allerdings für die beiden äußeren Querträger kein Platz mehr gewesen und so hab ich mich beigemacht was eigenes auszufrickeln das drunterpasst und möglichst wenig in den Aufbau des Wagens eingreift. Also der Wagen hat ne KKK deren Einsatztauglichkeit es noch zu prüfen gilt. Die Kupplungen werden auf jeden Fall recht stramm in der Aufnahme sitzen.
@steffen
Nö. Das passiert eigentlich nur wenn die benachbarten Teile zu klein sind oder der Vorgang zu lange dauert beziehungsweise diese nicht gekühlt wurden wie SD es schon beschrieb. Von meinen Elektroniklötereien ausgehend reichten mir eigentlich 270°C Lötspitzentemperatur - weil aber der letztgenannte Fall eintrat (aufheizen der Teile dauerte zu lang und aus dem Wärmespot wurde ne ~Fläche) hab ich sie flugs auf 390°C erhöht was allerdings ein Anlaufen des Neusilbers nach sich zieht. Kommt ja eh Lack drüber...
Wenn der Wassertropfen nicht zum Kühlen reicht tuts auch ein nasses Papiertaschentuch als Wasserspeicher. Nötig war's aber noch nicht.







 ldij
ldij






