Guten Morgen,
ich mache hier mal ein neues Thema auf. Bei Carsten war ja schon ein wenig zu lesen, aber wer weiß, ob man das jemals wieder findet, da es ja in seinem Bastelfred ist.
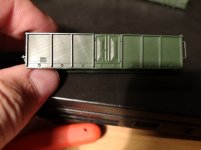
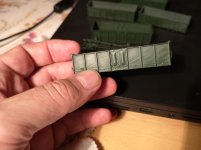
Ich suche schon seit Tagen im Netz nach Hilfe, finde aber irgendwie nicht das Richtige oder lande immer wieder bei den Filament-Druckern. Das hilft mir aber nicht weiter. Und zwar geht es mir darum, daß ich es einfach nicht hinbekomme glatte Seitenwände zu drucken. Es sind immer wieder diese Schichten zu sehen. Dazu ein paar Bilder im Anhang. Dabei handelt es sich nur um Probedrucke. Verbogene, abgebrochene oder wellige Kannten/Teile spielen bei meiner Frage jetzt keine Rolle. Es geht mir einzig und allein um die Schichten, die zu markant sichtbar sind.
Gedruckt wurde mit einem Anicubic Photon Mone SE und als Resin habe ich WEISTEK 500g/1kg 405nm UV Harz Resin für Photon Mono X LCD 3D Drucker Printer verwendet.
Ich habe mit 0,02 oder 0,03 mm Schichtdicken gedruckt mit 2 s oder 1,8 s-Belichtungszeit und habe die Winkel über 22° bis 45° verändert. Der R.E.R.F-Test wurde dagegen weitgehend ordentlich gedruckt, sprich die Details sind gut geworden und wurden nur entsprechend den unterschiedlichen Belichtungszeiten mehr oder weniger hervor gehoben. Die Drucke waren bei 2 s-Belichtungszeit am Besten. Mit längerer Belichtungszeit verschwanden schon kleine Details. Aber so markante Schichten kann ich da nicht erkennen. Wie es mit noch kürzeren Belichtungszeiten aussieht, habe ich noch nicht getestet außer mit einem 1,8 s-Druck. Der aber auch keine Besserung brachte. Kann mir jemand einen Tipp geben, wo man vielleicht ein Tutoriell zu diesem Thema findet oder mit welchen Suchkriterien man dieses findet? Ich weiß einfach nicht, wo ich ansetzen soll. Mehr als Belichtungszeit, Schichtdicke und Ausrichtung kann man ja gar nicht einstellen.
Oder ist das gar ein Fehler am Drucker. Dann kann ich ja lange probieren.
Die Drucke auf den Bildern sind alle mit 22° gedruckt. Die mittleren davon in zwei Richtungen angekippt und der erste und letzte nur in Längsrichtung angekippt.
Schon mal vielen Dank für den einen oder anderen Tipp.
Birger
ich mache hier mal ein neues Thema auf. Bei Carsten war ja schon ein wenig zu lesen, aber wer weiß, ob man das jemals wieder findet, da es ja in seinem Bastelfred ist.
Ich suche schon seit Tagen im Netz nach Hilfe, finde aber irgendwie nicht das Richtige oder lande immer wieder bei den Filament-Druckern. Das hilft mir aber nicht weiter. Und zwar geht es mir darum, daß ich es einfach nicht hinbekomme glatte Seitenwände zu drucken. Es sind immer wieder diese Schichten zu sehen. Dazu ein paar Bilder im Anhang. Dabei handelt es sich nur um Probedrucke. Verbogene, abgebrochene oder wellige Kannten/Teile spielen bei meiner Frage jetzt keine Rolle. Es geht mir einzig und allein um die Schichten, die zu markant sichtbar sind.
Gedruckt wurde mit einem Anicubic Photon Mone SE und als Resin habe ich WEISTEK 500g/1kg 405nm UV Harz Resin für Photon Mono X LCD 3D Drucker Printer verwendet.
Ich habe mit 0,02 oder 0,03 mm Schichtdicken gedruckt mit 2 s oder 1,8 s-Belichtungszeit und habe die Winkel über 22° bis 45° verändert. Der R.E.R.F-Test wurde dagegen weitgehend ordentlich gedruckt, sprich die Details sind gut geworden und wurden nur entsprechend den unterschiedlichen Belichtungszeiten mehr oder weniger hervor gehoben. Die Drucke waren bei 2 s-Belichtungszeit am Besten. Mit längerer Belichtungszeit verschwanden schon kleine Details. Aber so markante Schichten kann ich da nicht erkennen. Wie es mit noch kürzeren Belichtungszeiten aussieht, habe ich noch nicht getestet außer mit einem 1,8 s-Druck. Der aber auch keine Besserung brachte. Kann mir jemand einen Tipp geben, wo man vielleicht ein Tutoriell zu diesem Thema findet oder mit welchen Suchkriterien man dieses findet? Ich weiß einfach nicht, wo ich ansetzen soll. Mehr als Belichtungszeit, Schichtdicke und Ausrichtung kann man ja gar nicht einstellen.
Oder ist das gar ein Fehler am Drucker. Dann kann ich ja lange probieren.
Die Drucke auf den Bildern sind alle mit 22° gedruckt. Die mittleren davon in zwei Richtungen angekippt und der erste und letzte nur in Längsrichtung angekippt.
Schon mal vielen Dank für den einen oder anderen Tipp.
Birger














")